







Нерегулируемое воздействие коррозионных процессов оказывает существенное негативное влияние на финансово — экономические показатели нефтеперерабатывающих заводов.
Из-за коррозии технических металлов ежегодно теряется от 1,5 до 2,0 процентов мирового металлического запаса, что вместе с затратами на мероприятия по защите от коррозии приводит к огромному ущербу (только в США более 70 млрд. долл. в год). В нефтеперерабатывающей промышленности электро-химическая коррозия приводит к серьезным потерям для установок дистилляции сырой нефти и последующих технологических процессов, таких как каталитический и термический крекинг.
Коррозия поверхностей технологического оборудования не является единственной проблемой. Многочисленные повреждения могут быть вызваны при взаимодействии сероводорода (H2S)и хлорид водорода (HCl) с металлическими поверхностями с образованием продуктов реакции в виде хлоридов и сульфидов железа, которые загрязняют и зашлаковывают трубопроводы. Это снижает эффективность теплообмена в теплообменниках, влияет на продуктивность потоков между различными пластинами в установках дистилляции и увеличивает риски коррозионных процессов во вспомогательных системах.
 Особую опасность для производства нефтепродуктов представляет точечная коррозия, которая в условиях электрохимических реакций в электропроводной жидкой среде, стремительно приводит к сквозной коррозии.
Особую опасность для производства нефтепродуктов представляет точечная коррозия, которая в условиях электрохимических реакций в электропроводной жидкой среде, стремительно приводит к сквозной коррозии.
Основными рисками этого коррозионного процесса являются:
— непредвиденное возникновение аварийных ситуаций;
— невозможность прогнозируемости времени и места инцидента;
— неожиданное разрушение и/или разгерметизация производственных сооружений и загрязнение окружающей среды;
— спонтанность аварийного выброса и/ или сброса вредных/загрязняющих веществ и последующей техногенной катастрофы;
 Вышеизложенное приводит к необходимости регулярной замены и/или ремонту корродированных и поврежденных деталей, расходам на техническое обслуживание, что является затратным и трудоемким, но и это не становится решающим фактором.
Вышеизложенное приводит к необходимости регулярной замены и/или ремонту корродированных и поврежденных деталей, расходам на техническое обслуживание, что является затратным и трудоемким, но и это не становится решающим фактором.
Необходимо учесть, что большая часть финансовых потерь возникает во время отключения технологического оборудования для ремонта, когда мощности нефтеперерабатывающего завода останавливаются и не производят продукцию.
Сероводород (H2S), меркаптаны и сера являются ключевыми компонентами, вызывающими процессы коррозии в установках дистилляции сырой нефти, однако их воздействие возможно контролировать путем предварительного смешивания сырой нефти с обессоленной сырой нефтью и тем самым разбавления концентрации вышеуказанных веществ, а также путем химической обработки.
Основными катализаторами коррозионных процессов систем дистилляции и крекинга сырой нефти являются хлорсодержащие соли, которые растворяются в нефтесодержащей эмульсии. Ионы хлора при взаимодействии с металлами являются активаторами «питтинговой» коррозии.
В основном, в сырых нефтепродуктах присутствуют три типа хлорсодержащих солей: хлорид натрия (NaCl), хлорид кальция (CaCl2) и хлорид магния (MgCl2). В отличие от хлористого натрия, который достаточно стабилен при температурах рафинирования, хлорид магния и хлорид кальция легко вступает в реакцию с водой (ее парами) при нагревании, выделяя хлористоводородную кислоту (в газообразном состоянии) с образованием осадка в виде гидроксидов щелочных металлов.
Хлорид водорода, который попадает в установки дистилляции и крекинга, абсорбируется водяным конденсатом, который образуется при понижении температуры ниже точки росы. При этом, именно кислотный конденсат будет вызывать образование продуктов коррозионных процессов на поверхности установок дистилляции и крекинга, что в дальнейшем может привести к потере проходимости и даже закупориванию оборудования и трубопроводов.
Солесодержащие вещества, которые поступают в вакуумную башню, также разлагаются и загрязняют тяжелый вакуумный газойль, который служит сырьем для установок каталитического крекинга. Все это помимо ущерба от коррозионных процессов также существенно сокращает срок службы катализатора.
В случае, если солесодержащие вещества останутся в донных осадках, они также могут частично попасть в установку каталитического крекинга и в другие процессы нефтепереработки, в том числе в установку «висбрейкинга» (изомеризации). Повышенное содержание хлорида натрия, хлоридов кальция и магния будет негативно воздействовать не только на основное технологическое оборудование, но также и на трубопроводы и теплообменники.
В результате коррозии и, как следствие, загрязнение или даже закупорку трубопроводов и теплообменников потребуется больше затрат энергии для перекачки нефтепродуктов через трубопроводы, также потребуется выработать больше тепла для обеспечения термических процессов из-за ограниченного коэффициента теплопередачи теплообменников.
Нитраты добавляют в верхнюю часть колоны дистилляции для нейтрализации хлорид водорода (HCl), при этом образуются хлориды натрия. Частично, хлориды натрия могут возвращаться в верхнюю часть колоны дистилляции через систему обратного слива. В случае, если температура опускается ниже температуры образования солей, которая (примерно на 8 ° C ниже точки росы и, примерно на 24 ° C, ниже верхних пределов температур) — коррозионные соли начинают осаждаться и усиливают коррозионные процессы и загрязнение. При снижении концентрации хлорид водорода (HCl) мы достигаем меньшего количества хлоридов натрия и влияем на температуру образования солей.
Соответственно меньшее количество соли будет выпадать в осадок, что позволит снизить температуру процесса в верхней части колоны дистилляции и тем самым увеличить объемы производства нефтепродуктов.
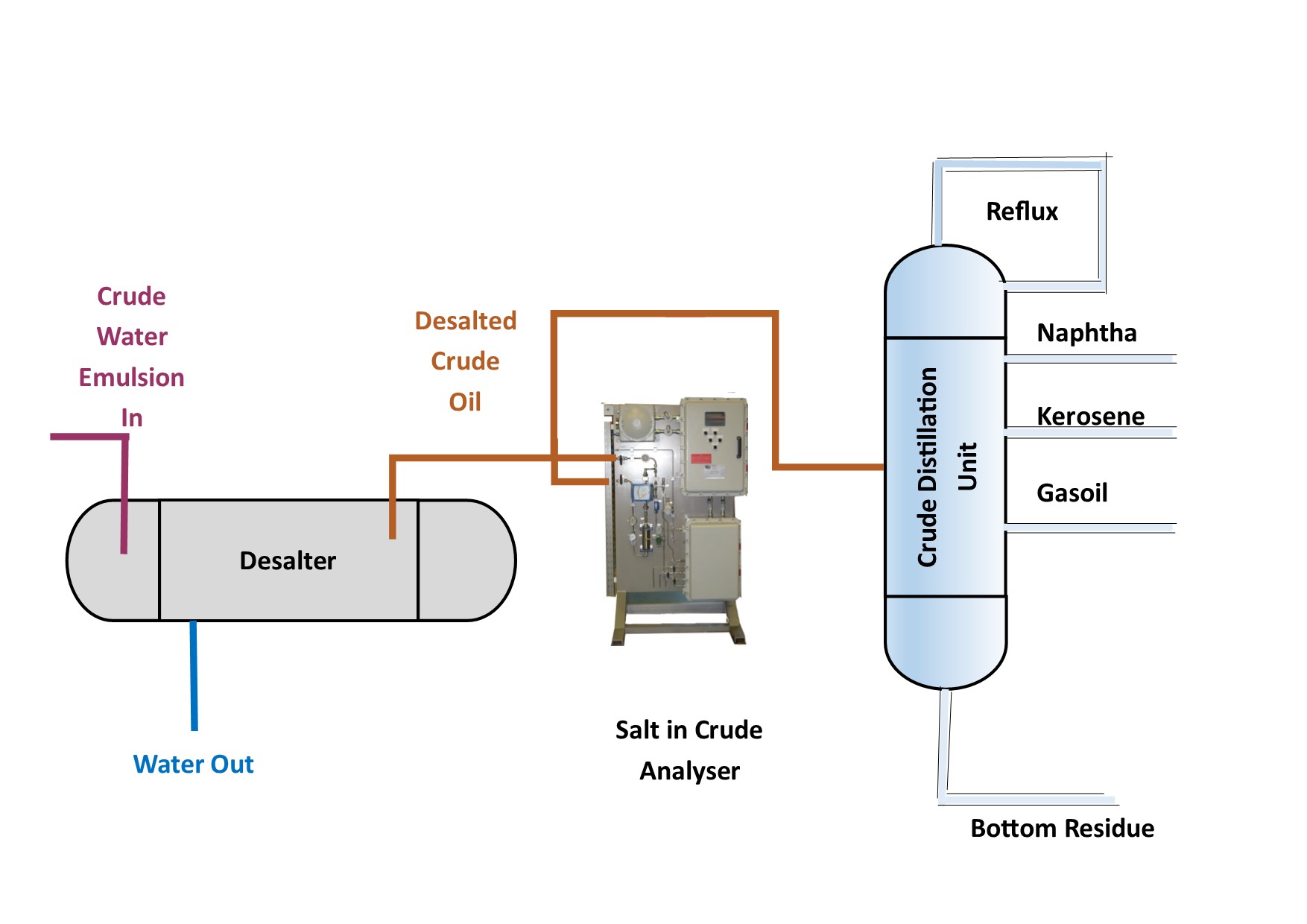
В результате опреснение создает эффективный базис для уменьшения объемов и скорости коррозионных процессов. Процесс обессоливания происходит в аппарате опреснения и включает в себя несколько процессов, таких как: электрическая и химическая деэмульсификация смеси «вода — сырая нефть», промывка водой сырой нефти, а также разделение фракций воды и сырой нефти.
Необходимо отметить, как важно обеспечить условия, когда эффективность процесса опреснения уменьшала бы содержание соли до ее максимально достижимого минимума (предпочтительно до значений содержания соли ниже, чем 5-10 PPB).
Непрерывный мониторинг в режиме реального времени по определению содержания солей в сырой нефти, выходящей из опреснителя, также необходим для обеспечения точного регулирования и своевременного управления технологическими параметрами в опреснителе.
Непрерывный мониторинг содержания солей в сырой нефти с помощью анализаторов типа MOD — 4100 S максимально эффективен и гарантирует наивысшую степень опреснения при минимальных затратах на эксплуатацию, в том числе оптимальное количество используемой промывочной воды.
 Уменьшение содержания солей также влияет на количество мест и площадь их образования. Тем самым мы стремимся к меньшему осаждению хлоридов аммония в верхней части вакуумной башни. Это позволяет снизить температуру в колоннах дистилляции и тем самым увеличить мощности по производству нефтепродуктов и сократить производство некачественного топлива, что напрямую увеличивает показатели качества переработки и величину прибыли на нефтеперерабатывающем заводе.
Уменьшение содержания солей также влияет на количество мест и площадь их образования. Тем самым мы стремимся к меньшему осаждению хлоридов аммония в верхней части вакуумной башни. Это позволяет снизить температуру в колоннах дистилляции и тем самым увеличить мощности по производству нефтепродуктов и сократить производство некачественного топлива, что напрямую увеличивает показатели качества переработки и величину прибыли на нефтеперерабатывающем заводе.
Кроме того, эффективное обессоливание предотвращает избыточную коррозию и минимизирует затраты на ремонт и очистку корродированных, загрязненных и зашлакованных деталей, тем самым существенно сокращает время простоев оборудования для проведения ремонта и обслуживания.
Исходя из изложенного, можно сделать вывод о том, что непрерывный мониторинг и контроль за содержанием солей в сырой нефти принесет для администраций нефтеперерабатывающих заводов миллионы долларов прибыли ежегодно, а это реальный экономический эффект.
Тем самым мы считаем, что «ROI» — показатель «возврата инвестиций» для установки и эксплуатации анализаторов содержания солей в сырой нефти (MOD — 4100 S) становится практически символическим и особенно приемлемым для внедрения на нефтеперерабатывающих предприятиях.
Для дополнительной информации скачайте нижеуказанные документы (формат PDF)
MOD-4100S СкачатьСледует выбрать минимум один файл



